
Structural engineers and process managers tend to focus on materials, infusion, bonding and assembly when they discuss the manufacture of giant wind turbine blades. “But the reality is that only represents about 55% to 60% of the total manpower hours that go into the blade,” says Steve Nolet, senior director of technology and innovation at TPI Composites Inc. “There are a tremendous number of operations that have to occur downstream of that infusion and assembly stream.”
TPI produces wind blades for numerous wind turbine manufacturers, and the processes vary slightly by blade design and customer preference. But manufacturing typically begins with lay-up and infusion of both the pressure side and the suction side of the mold halves. After that process is complete, the blade sections remain in the molds for assembly.
The next step is to bond shear webs onto a blade section, usually the pressure side. Epoxy bond paste is dispensed onto the surface of the spar cap in the mold, prior to the final location and placement of the shear web. The placement process is machine-assisted; bridge cranes equipped with large gantries pick up the shear webs, and the operator moves them into the general position along the blade. Using registration points to determine the exact location, the gantry places each web and holds it in place until the epoxy bond cures.
“The placement of the shear web is very accurate; we have about a 5-millimeter tolerance allowed on an 80-meter-long layout,” Nolet explains.
Composite technicians then apply epoxy bond paste to all the blade and shear web surfaces to be bonded and close the mold to join the pressure and suction sides of the turbine blade together.
Automating Finishing Processes
Manufacturers of aerospace and automotive composite components have automated many of their lay-up and assembly processes.
“Aerospace assembly is a combination of manual/hand and automation,” says Rick Schultz, aerospace program manager at FANUC, an automation solutions provider. “The aerospace primes are constantly evaluating ways to improve automation. The main benefits of increasing automation are higher levels of accuracy and less need for rework. With the size and cost of most aerospace composite parts, the improved consistency of application that automation enables helps minimize the costly rework and scrapped parts.”
While the wind blade industry would benefit from that same kind of consistency, robotic systems aren’t fast enough for that volume of lay-up work.
“With the kind of automation that you see in the aerospace industry, the machines are depositing materials at a rate of something on the order of 50 to 100 kilograms per hour, which is a fantastic rate,” explains Nolet. “But a wind turbine blade over 18 metric tons; imagine how long it would take for a machine to lay that up at 100 kilograms per hour. We want a 24-hour cycle time.” It takes a crew of at least eight people to do all the lay-up and preparation work in this time frame.
In addition, the prepregs required for automated systems cost much more than the dry reinforcements and infused resins that TPI uses now.
For wind blade production, finishing operations are a better fit for automation. TPI’s finishing work begins with the demolding of the complete blade, the removal and fairing of any flash on the leading and trailing edges of the blade, and the application of wet laminates to those edges to cover the seam. “Technically, it’s an effective method of shear transfer to tie the pressure side to the suction side,” says Nolet.
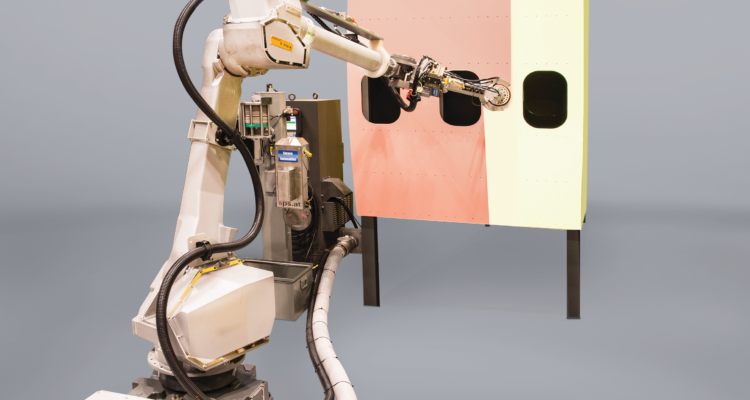
After the laminates have cured, the blade surfaces require sanding and fairing. That can be done manually or, for the last decade, with multiaxial robots equipped with vision systems and compliant sanders. The automated systems use tactile feedback to determine how much pressure to apply on each area of the blade. “When you touch a surface, it creates a force of resistance. A tactile and compliant robot will sense that resistance and back off to maintain a uniform pressure over the blade,” Nolet adds.
The next finishing step is the machining of the blade’s root – the portion of the blade that fits into the turbine’s hub. “The blade is presented to a built-for-purpose machine that will mill the end of the blade to a very flat face – within half a millimeter of plane,” says Nolet.
The process varies according to the turbine manufacturer and the method of blade attachment to the turbine hub. In some cases, the machine drills up to 84 separate holes in the milled root axially to accommodate the installation of a threaded stud and radially to accommodate a nut that locks in the blade’s connection to the hub. These processes are mostly automated, although there is an operator standing by to make sure everything runs smoothly.
Some manufacturers are now taking an alternative approach, inserting bonded threaded female inserts that accept the threaded studs in the blade root as part of the molding process. During finishing, the machining equipment mills the root with the embedded studs to the desired flat surface.
The newer process is a trade-off, says Nolet. It takes less time at the finishing stage and allows for the insertion of more studs than the drilling process. That adds strength to the blade/hub connection. But the inserts are more expensive, they require more labor to place them into the mold before infusion and they add time to the molding cycle.