

Although gel coats are often used as a surface finish for fiber-reinforced polymer composites, they shouldn’t be an afterthought considered only for enhancing aesthetics. Gel coats also protect FRP parts from water, UV light and other stresses imposed by the environment. In addition, they can provide specialized functionality, such as fire retardancy, chemical resistance, and electrical conductivity.
Correct application is key to ensuring gel coat performance. During application, the gel coat needs to spray and flow smoothly to achieve a flat level surface without sagging and needs to release air so that there is no porosity in the film. A gel coat should have marginal-controlled adhesion to the mold to avoid pre-releasing. In addition, the gel coat needs to cure to form a hard, crack-resistant, fiber-print resistant, glossy surface while retaining enough flexibility to survive mechanical and thermal stresses encountered during fabrication and service.
Because of all of these requirements, it’s not surprising that gel coats can present some of the biggest challenges to working with composite materials, even for experienced fabricators. While many potential problems can arise with gel coats, here are six common issues, including root causes and possible solutions:
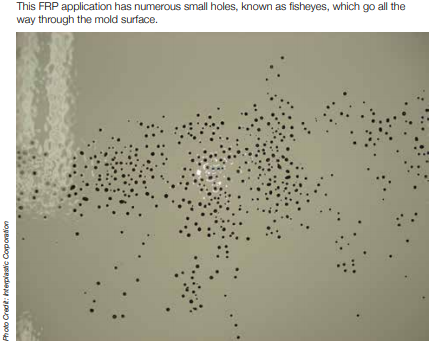
- Fisheyes/De-Wetting – Fisheyes are holes in the wet gel coat film that go all the way through to the mold surface. They are caused by an imbalance between the surface tension of the gel coat and the surface tension of the mold. Fisheyes can occur because of excess or non-uniform mold release, thin gel coat, low-viscosity gel coat and poor spray patterns. They may also be caused by contamination, such as oil, water, dust and debris.
Solutions – Fisheyes are best addressed by following supplier guidelines for mold release usage, practicing sound inventory management using fresh materials and adhering to proper mixing and spray techniques.
- Sagging – This refers to excessive movement of the wet gel coat film after it is applied due to either gravity or the force of the spray itself. Sagging can occur when the gel coat film is too thick, the spray pressure is too high or the spray angle to the mold is too low. Sagging may also occur when the gel coat viscosity is too low, the gel time is too long or the mold surface energy is too low.
Solutions – Sagging can be mitigated by using proper spray techniques to control the film thickness, the distance to the mold and the shape and angle of the spray pattern. Proper mixing and rotation of inventory to ensure that fresh material is being used will also help reduce the likelihood of sagging. In addition, it’s important to control the material, shop and mold temperatures at 70 to 90 F.
- Alligatoring – This wrinkling of the gel coat film either before or after lamination happens when the film is not cured enough to resist softening and deforming when exposed to the monomers and solvents in the laminating resin or in another layer of wet gel coat. Alligatoring can be caused by laminating too early or on gel coat that is under-cured due to thin film, low catalyst levels or low temperatures. Alligatoring can also be caused by uneven cure due to poor catalyst incorporation, poor spray pattern development or poor sprayed film thickness control. In addition, alligatoring may occur if the delay time between passes of gel coat is too long or if a relatively fast curing gel coat is applied on top of a slower curing gel coat.
Solutions – Alligatoring can be addressed by using proper spray techniques and spray equipment settings to control the film thickness, allowing the gel coat to cure to a point where a light finger brush across the film surface does not leave a trail or pick up material. Alligatoring can also be reduced by maintaining and calibrating spray equipment; controlling material, shop and mold temperatures to 70 F minimum; and proper mixing and rotation of inventory to ensure fresh material is being used.
- Pre-release – Pre-release is physical separation of the gel coat film from the mold either before or after lamination that results in a dull or distorted surface. It occurs when the film pulls away from the mold due to uneven or high gel coat film thickness, fast cure or delays in applying the laminate. Excessive vibration or movement of the mold, contaminants on the mold or usage of a mold release that has too high a slip value for the process can also cause pre-release.
Solutions – Pre-release is best addressed by following supplier guidelines for mold release usage, using proper spray techniques and spray equipment settings to control the film thickness and catalyst levels, and controlling the temperatures to 70 to 90 F.
- Porosity – When air is trapped within the cured gel coat film, it becomes porous and multiple, small spherical voids appear in the gel coat surface. Those voids often aren’t visible until the gel coat is sanded or buffed. Porosity can happen when the gel coat film is too thick or is applied too quickly and can’t release entrapped air. It may also occur when there is poor gel coat or catalyst atomization or improper spray techniques. In addition, high gel coat viscosity and cold material, shop or mold temperatures can increase the likelihood of porosity.
Solutions – Porosity is best addressed in three ways: using proper spray techniques and spray equipment control settings to control the film thickness and material atomization, using proper mixing practices and using fresh materials.
- Cracking – Cracking describes the breaking of gel coat film from mechanical or thermal forces. It results when the gel coat film is too thick in high stress areas or when the laminate is too green or not strong enough to support the gel coat when the part is stressed or damaged, such as during de-molding, handling during assembly or use in the field. Cracking can also occur if the part sticks during de-molding or when the part is stressed at extreme low temperatures. Solutions – Cracking can be mitigated by using proper spray techniques and spray equipment settings to control the gel coat film thickness or by redesigning the laminate or product for proper composite thickness and reinforcement in high stress areas. Cracking can also be reduced by reviewing mold release selection and application practices and reviewing gel coat suitability for the part and process.
In addition to understanding potential gel coat problems, it’s important to ascertain whether they are special or common cause issues. Special cause issues don’t fit a pattern, happen infrequently or are isolated to a specific process. They can often be addressed with an immediate corrective action, like switching to a fresh batch of gel coat, mixing a drum or repairing/calibrating a piece of equipment.