

The production of large-scale, 3D-printed thermoplastic composite parts has proved that additive manufacturing (AM) can reduce the time, material and labor required to make tooling and other products. But these thermoplastic-printed parts have limitations; for example, they don’t hold up well in high-heat applications.
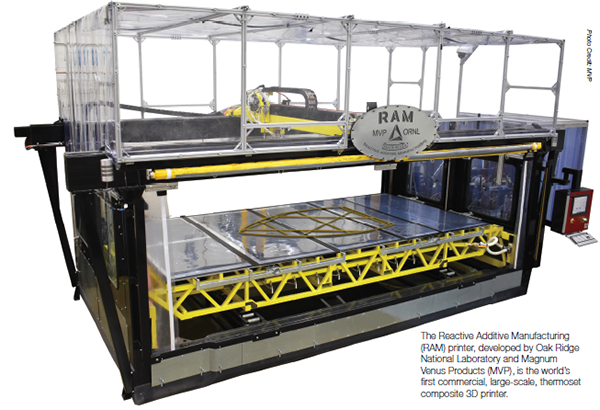
Thermoset composite materials could be used to overcome some of the problems in such applications, but until recently there’s been no large-scale additive manufacturing process for thermosets. Now there is. Over the last few years, Oak Ridge National Laboratory (ORNL) and Magnum Venus Products (MVP) co-developed the world’s first commercial, thermoset Reactive Additive Manufacturing (RAM) machine and partnered with Polynt Composites USA to develop a novel print material. The system can print parts as large as 8 x 16 x 3.5 feet.
Each of the partners brought experience and expertise to the RAM creation process. ORNL helped develop the Big Area Additive Manufacturing system (BAAM) for printing 3D thermoplastic parts. MVP has decades of experience in pumping solutions for composite manufacturing and in large-scale, automated production systems. Polymer chemistry supplier Polynt has developed coatings for 3D thermoplastic parts.
While their knowledge of 3D thermoplastic printing was helpful, the team had to develop a very different printing process for RAM. In thermoplastic 3D printing, heat is the key. The equipment melts a polymer material (continuous filament or pellets) so that it can flow through a nozzle that deposits it, layer by layer, on a heated printer table.
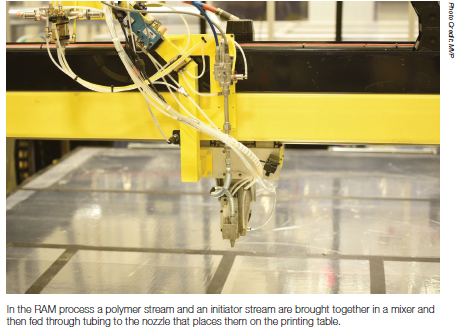
RAM, however, is an ambient temperature system that uses pumpable liquids to manufacture thermoset parts. Its raw materials include a formulated polymer with reinforcing fibers (the A side) and a peroxide initiator (the B side). The two sides are brought together in a mixer, beginning an exothermic reaction that continues as the mixture, which has the consistency of toothpaste, is deposited through a nozzle onto the printer table. A gantry moves the nozzle around the printer table, which lowers to accommodate the part’s growing height as the layers are added.
Polynt formulated PRD 1520 specifically for the RAM process, says Rick Pauer, applications specialist, Polynt Composites USA. The polymer/initiator mixture had to be void free, curable and able to set up rapidly so it didn’t slump or liquefy during the printing process. It had to maintain its viscous properties during the exothermic reaction and deliver all the mechanical properties that potential customers would want.
The team has printed several test parts on the RAM machine with the PRD 1520 formulation over the last year. ORNL and MVP have also been developing another thermoset printing process for RAM. It combines liquids from an epoxy resin line and a hardener line, but doesn’t include fiber, so it isn’t a composite material. Unlike most products produced using PRD 1520, these epoxy-printed parts require post-printing curing in an oven.
Taming the Heat
Some researchers have already employed additive manufacturing to produce small-to-medium-sized thermoset parts. But the processes and materials they used could not be directly adapted to large-scale production.
“When you’re dealing with exotherms, when these chemical reactions occur they generate heat,” says Christopher Hershey, postdoctoral polymer engineer at ORNL. The amount of heat generated depends on how much mass is reacting because polymers in general don’t cool down very efficiently; they store their heat and maintain it for quite a while.
 On a small-scale system with a small bead (the connected drops of material along the print line), there’s not a lot of heat produced by the exothermic reaction, so it doesn’t affect the printed part. With a large-scale system, however, there’s more heat generated through the reaction and it accumulates in the printed mass. That affects the material that’s already been deposited and the material that’s being added.
On a small-scale system with a small bead (the connected drops of material along the print line), there’s not a lot of heat produced by the exothermic reaction, so it doesn’t affect the printed part. With a large-scale system, however, there’s more heat generated through the reaction and it accumulates in the printed mass. That affects the material that’s already been deposited and the material that’s being added.
“When the temperature increases, the rigidity and the viscosity [of the material] decreases, and we found it was decreasing below a value that could support the bead that was being deposited,” Hershey says. “On the first layer, you’re printing on a nice, cool, aluminum bed, but as you get higher and higher, you are depositing [the material] onto a much warmer substrate. You get to the point where this accelerates the reaction, which causes the exotherm to rise and the rigidity to fall,” he adds.
In other words, as the temperatures rise, the material that’s being laid down begins to look as if it’s melting off the part. This was one of the challenges that Polynt faced when developing PRD 1520 for RAM. The company was able to formulate the polymer to reduce the effect of exotherm on the viscosity of the process materials.
Forming Strong Bonds
3D-printed thermoset composite parts provide many of the same benefits as traditionally manufactured thermoset composites, including chemical resistance, creep resistance and heat resistance.
“With thermosets, you can have a wide range of formulations because there are many different types of chemistries available and there are many different types of additives that can be used,” says Hershey. “You can create functionality and increased strength for your final part.”

Strength and other mechanical properties are fairly uniform throughout a thermoset-printed part because the chemical reaction between the polymer and the initiator enable the formation of bonds between all the layers of the part. The coefficient of thermal expansion (COE) values, which measure how the size of an object changes with a change in temperature, also remain fairly consistent throughout the part because of this strong chemical bond.
Large thermoplastic-printed parts, by contrast, can’t offer that strength throughout the part, even when they’re reinforced with carbon fiber. During the 3D printing process, the carbon fibers align in the direction of flow out of the extruder, providing high strength in the X and Y directions but little in the Z direction. There’s no chemical reaction that bonds the layers; the strength of this bond depends on how well each layer melts or fuses to the previous layer.
This alignment of the carbon fibers in the printed thermoplastic composite part also produces coefficient of thermal expansion (CTE) values that are significantly different between the X and Y directions and the Z direction. This is one reason why thermoplastics aren’t as well suited for high-temperature applications.
Finer Resolution
With thermoset AM, parts can be manufactured precisely and with less material. The nozzles used for thermoplastic 3D printing generally have opening diameters between ½-inch and 3 inches. That’s because the material has to be deposited as quickly as possible so that it won’t cool down too soon. “They have to come back to the previously deposited layer in a certain amount of time, because if they don’t the bottom has cooled too much and the top layer won’t stick to it,” says Mike Kastura, senior product manager at MVP.
With thermosets that’s not a concern because the bond is formed by a chemical reaction. Since there’s no need to make the beads large or to hurry the printing process to ensure the material retains heat, the nozzle size can be smaller.
“Most of the prints we are doing are with a 0.2-inch-diameter nozzle, so we are printing on a much finer resolution,” Kastura says. The part can be printed more precisely, so there’s less overprinting and less milling required to produce its final shape.
Sparse infill printing of thermoset AM parts also reduces material use. “We save time and money by essentially printing a honeycomb structure and not a solid print until we get near the surface that will likely be required to be milled,” explains Pauer.