

To accomplish this, researchers retrofit an existing thermoplastic extrusion-based AM machine with a wire co-extrusion module. As a part is being made in the mold, the researchers can heat up the tool using joule heating, thereby eliminating the need for autoclave or oven curing.
ORNL researchers also developed a new method to join AM tools. While manufacturers can currently join smaller tool segments to form larger molds, it is difficult to maintain vacuum integrity. With ORNL’s method, mold segments are machined then put together with specially designed, grooved O-ring assemblies and springs. During testing, a sample joined mold maintained vacuum integrity while in an oven heated up to 180 C.
Researchers on another project are looking at ways to embed insulating elements, through a pick-and-place approach, in 3D-printed compression molding tools to enhance their heating profile. “There are some areas [in tooling] that need to be insulated to make sure that the heat is going only toward the molding surfaces and not getting dissipated through other tooling surfaces,” Hassen says.
ORNL currently works with thermoset LFAM because polyester and vinyl ester chemistries provide benefits that thermoplastics cannot, such as eliminating the layer time dependency on the deposition-substrate heat profile. The printed layers are bonded together through the exothermic heat of the polymer’s chemical reaction. This makes it possible to stop printing at any time and resume it later or to add extra components – such as heating elements, channels and insulation boards – to the tool during pauses in the printing.
ORNL is working with many industries on additively manufactured tooling, but aerospace and renewable energy are currently the biggest markets for this technology. Defense industry customers, who lack tooling for many legacy parts, are also interested. With AM, they could 3D scan an existing part, make a CAD drawing and then print the tool. AM has the added attraction of being a deployable technology.
“The defense sector doesn’t want their fleet grounded for days,” says Hassen. “They would rather make a part locally within three or four days than wait for it to come from the other side of the country.”
Expanding on the Potential
Hassen hopes to explore the possibility of including multiple materials in 3D-printed tooling. A manufacturer might add materials with insulating properties in one area of the mold, materials with high thermal conductivity in another and then print the final layers with a material that provides high hardness for the tooling surfaces.
“You could get new functionality and tailor your tool and your tool performance based on the applications that you are designing for,” he says.
Bridge looks forward to advances that accommodate printing a tool with continuous fibers. CEAD’s advanced tape laying AM process, developed with GKN in Germany, extrudes pellets hybridized with a continuous filament through a printing nozzle. The result could be lighter, thinner tools with lower CTE.
As LFAM tooling technology improves, Bridge envisions continued expansion in the marketplace.
“We delivered a large tooling package to a major defense contractor, and the customer told us that with this technology they had saved more than $1 million,” he says. “Once you deliver that kind of savings on a program for a major customer, it gets the attention of all the managers.”
Mary Lou Jay is a freelance writer based in Timonium, Md. Email comments to mljay@comcast.net.
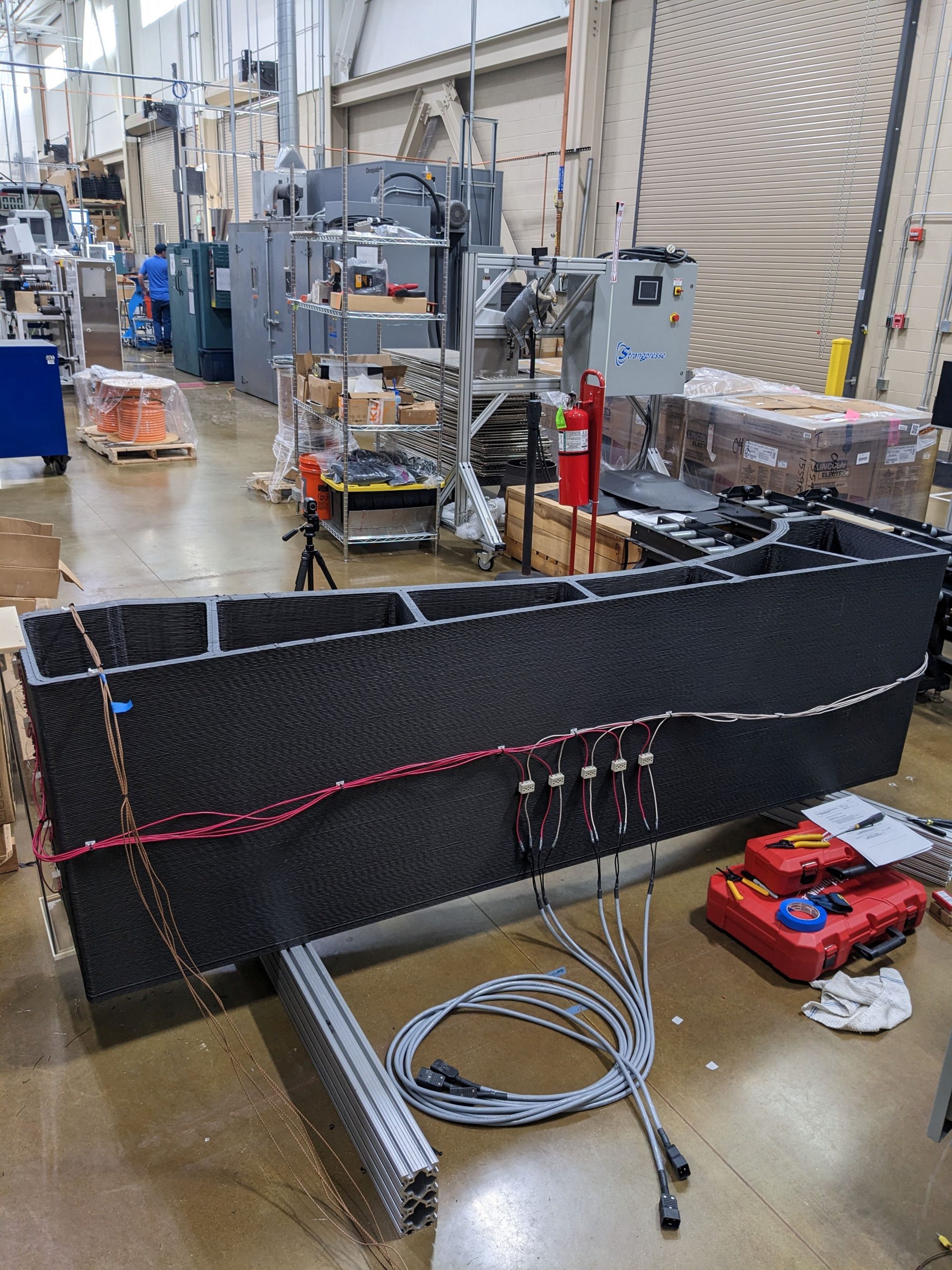
Oak Ridge National Laboratory, the University of Maine and Ingersoll printed tooling with embedded wiring for heating, which maintains the tool at the desired temperature for manufacturing a part.
Photo Credit: U.S. Department of Energy, Oak Ridge National Laboratory

Additive Engineering’s four large format additive manufacturing printers can print tooling up to 20 feet long, 7.5 feet wide and six feet high, usually in less than two days.
Photo Credit: Additive Engineering