
The fabrication processes utilized for the demonstrator vary widely based on the type of structure. Parts are laminated on different tools depending on what is most economical because the company is only making one of each part. These include carbon face sheet tooling (prepreg and infusion), billet aluminum tooling and CFOAM®-based carbon foam composite tooling. “All of these are hand lay-up with the use of laser projection for ply placement,” says Jagemann.
For instance, the forward fuselage is made of composite bulkheads and skins. The company laminated independent skins and bulkheads, then used the skin laminating tools as assembly fixtures to hold the skin while it bonded the composite bulkheads into position. They were bonded with EA 9394/C2 epoxy paste adhesive and used metrology to precisely locate each of the bulkheads and substructure within 0.04 inches for the entire vehicle. Many of the other structures, such as the wing, vertical tails and inlets, used the same process.
The flight control surfaces, including the horizontal tail, ailerons and rudder, are solid-cored structures bonded together with film adhesive. Boom made the skins and ribs, then machined the cores to match the skins. Once completed, they were bonded together in a custom-designed assembly tool.
Boom has used a building block approach to testing the XB-1 airframe. Early on, the company purchased a load frame for the program so the team could characterize laminate properties. From there, Boom built bonded and fastened-joint assemblies to conduct component level tests, followed by full-scale structural testing of various test and flight articles.
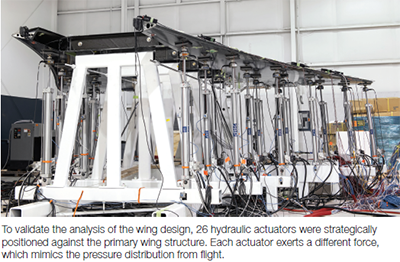
In March, the company successfully completed static load testing of the XB-1’s wings, simulating the maximum flight load of 60,000 pounds. Engineers monitored the integrity of the wing utilizing several instruments, including acoustic emission sensors that trace the precise origin of any internal audible activity within a 3-inch radius. “The acoustic emission sensors have a more predictive way of monitoring the health of the structure during structural testing,” says Jagemann. While the team from Boom completes work on the XB-1, it is simultaneously designing the Overture with a target date of the mid 2020s for flight testing. Based on overall scale and production volumes, not all manufacturing processes for the XB-1 will be used to build the Overture.
“The build of XB-1 has also allowed the team to gain significant experience with core composites and manufacturing processes,” says Jagemann. “The development of the subscale XB-1 has already helped optimize Overture by providing insights into cost savings, safety, efficiency and sustainability.”